-
1 роликовая правильная машина /для листов металла/
mankeli /tek./Русско-финский технический словарь > роликовая правильная машина /для листов металла/
-
2 грунтовка металла-полуфабриката на заводе-изготовителе
Универсальный русско-английский словарь > грунтовка металла-полуфабриката на заводе-изготовителе
-
3 окраска металла-полуфабриката на заводе-изготовителе
Универсальный русско-английский словарь > окраска металла-полуфабриката на заводе-изготовителе
-
4 измеритель толщины листов
nelectr. Blechdickenmesser (металла)Универсальный русско-немецкий словарь > измеритель толщины листов
-
5 захват для подъёма листов
neng. lève-tôles (металла)Dictionnaire russe-français universel > захват для подъёма листов
-
6 ослабление листов
-
7 грунтовка металла-полуфабриката (ленты , полосы , листов) на заводе-изготовителе
Polymers: shop primerУниверсальный русско-английский словарь > грунтовка металла-полуфабриката (ленты , полосы , листов) на заводе-изготовителе
-
8 окраска металла-полуфабриката (ленты , полосы , листов) на заводе-изготовителе
Polymers: shop primerУниверсальный русско-английский словарь > окраска металла-полуфабриката (ленты , полосы , листов) на заводе-изготовителе
-
9 дублёр
1) General subject: alternate, backup, double star, (о трассе, шоссе) service drive (иногда) (http://www.rosinvest.com/news/290795/), body-double (снимающийся вместо актера в постельных сценах), dubbing actor, (о трассе, шоссе) alternate route2) Military: backer-up (космонавта, лётчика), standby3) Engineering: stand-by operator4) Mathematics: dual5) Automobile industry: doubler (устройство для сгибания тонких листов металла пополам)6) Cinema: photo double, stuntman, dialogist (актёр дубляжа), actor who dubs in (актёр дубляжа), actor-dubber (актёр дубляжа; тж. см. translator-adaptor)7) Metallurgy: doubler (машина), doubling machine (для листового материала)8) Polygraphy: duplicate copy, multiple copy9) Theatre: double, responsible, second string, understudy, swing (особенно в мюзикле), cover10) Textile: doubler11) Jargon: stand-in (в кино, театре)12) Oil: back-up13) Astronautics: back-up for a flight article (лётного изделия), back-up for a flight article (летного издели), backup cosmonaut, backup pilot, stand by, stand-by14) Advertising: bump artist (делающий трюки вместо основного исполнителя)15) Business: deputy16) Polymers: combining machine, doubling machine, plying-up equipment, rigging machine17) Roll stock: sheet doubler18) Aviation medicine: backup crew member, backup person19) Makarov: stand-in (кино; заменяющий актёра)20) oil&gas: dummy -
10 дублирование
n1) gener. Doppelforschung (в научно-исследовательской работе), Nachsynchronisation (фильма), Synchronisierung (фильма)2) comput. Kopieren3) Av. Verdoppelung (напр. управления), Verdopplung (напр. управления)4) liter. Überschneidung5) milit. Überlagerung6) eng. Beschichten (ткани слоем пенопласта), Doppeln, Doublieren, Dublieren, Duplikation, Duplizierung, Kaschieren, Kaschierung, Nachgerben, Synchronisation (кинофильмов), Synchronisierung (кинофильмов), Verdopplung (напр. управления самолётом)7) brit.engl. Dubbing (кинофильмов)8) law. Doppelarbeit, Doppelerfassung (bei Zahlungen), Dublierung, Mehrgleisigkeit (in der Arbeit), Nebeneinander, Parallelarbeit, Verdoppelung, doppelte Berechnung (íàïð. von Prämien), doppelte Bezahlung, Überschneidungen9) movie. Synchronisation, Synchronisation (фильма)10) metal. Doppelung, Dopplung (листов металла)11) polygr. Schmitzen12) psych. Doppeln (в психодраме)13) radio. Synchronisation (кинофильмов)14) textile. Fachen, Fachung, Falten, Faltung, Faschen, Filieren, Verdopplung15) electr. Laminieren, Synchronisation (кинофильма), Synchronisierung (кинофильма)16) IT. Duplizieren17) manag. Doppelnominierung18) microel. Back-up, Backup19) hydraul. Redundanz20) cinema.equip. Doubeln, Nachsynchronisieren, Nachsynchronisierung, Synchronisieren -
11 слипание
n1) med. aglutinación2) eng. bloqueo (напр., рулонных материалов), conglomerado, pegado (напр., листов металла при отжиге в стопах) -
12 ручной захват
adj1) eng. poignée de manutention (для подъёма и транспортировки, листов металла)2) mech.eng. griffe de mécanicien -
13 дублирование
Backup, Dublieren, Dublierung, Doppeln, ( листов металла) Dopplung, Doublieren, Fachen, Kaschieren, ( кинофильма) Nachsynchronisieren, Redundanz автм., Synchronisation, ( кинофильмов) Synchronisierung, Verdopplung текст. -
14 дублирование
дублирование с. мет. Doppeln n; текст. Doppelung f; текст. Dopplung f; Doublieren n; Dublieren n; Dublierverfahren n; Duplikation f; выч. Duplizierung f; текст. Fachen n; текст. Fachung f; Falten n; Filieren n; Kaschieren n; Kaschierung f; текст. Verdopplung fдублирование с. (напр., управления самолётом) Verdopplung fБольшой русско-немецкий полетехнический словарь > дублирование
-
15 вытяжная заклепка
вытяжная заклепка
-
[Интент]
Заклепки вытяжные алюминиевые
Вытяжные заклепки относятся к разряду вспомогательных элементов, которые способны скреплять между собой несколько деталей. Данные заклепки характеризуются тем, что при их установке не требуется доступ с обеих сторон. Это значит, что они облегчат дополнительное соединение уже зафиксированного предмета. Заклепки незаменимы для крепления металлов, которые не подлежат сварке. Они способны уберечь металл от преждевременного повреждения и деформации. Вытяжные заклепки широко применяются в масштабном строительстве, в ремонте и конструкции машин, в электронике и многих других отраслях.
Помимо вытяжных заклепок, бывают комбинированные, резьбовые, полукруглые, потайные, подстроенные под установку при помощи молотка. В качестве материала для заклепок используется медь, сталь, алюминий, нержавейка.
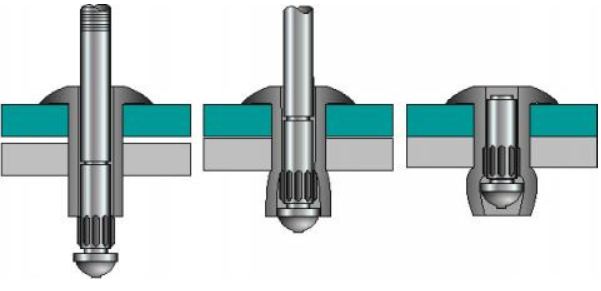
Заклепки вытяжные алюминиевые выполнены из стали, однако соединяющим материалом служит алюминий. Вытяжная заклепка работает по принципу крепления двух элементов: заклепки из стального материала и алюминия. Обе заклепки выполняют неразъемное соединение конструкций из твердых материалов и тонких листов металла.
Изделие представляет собой тандем гильзы и стержня. Монтаж заклепок, независимо от материала их изготовления, осуществляется с использованием одной стороны. Заклепку необходимо лишь вставить в приготовленное отверстие и вытянуть стержень при помощи заклепочника. Таким образом, получается прочное прилегание деталей.
Вытяжные заклепки принято различать по типу бортика:
- заклепка со стандартным бортом является универсальной. Область ее применения довольно широкая;
- с потайным бортиком заклепка используется в том случае, когда головка не должна быть видна на поверхности основания после монтажа. Наносится на гладкую поверхность;
- заклепка с широким бортиком. За счет своих увеличенных параметров, бортик снизит давление на основание. Такие заклепки получили свое широкое использование в креплении изделий из деликатного материала.
[ Источник]
Тематики
EN
Русско-английский словарь нормативно-технической терминологии > вытяжная заклепка
-
16 пакетная прокатка
пакетная прокатка
Горячая прокатка пакета из двух или более листов металла; образующаяся окалина предотвращает их сваривание.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > пакетная прокатка
-
17 прокатный стан
прокатный стан
В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) или отделочным (правильные машины, зачистные устройства и др.). По назначению прокататные станы делят на 5 основных видов, которые, в свою очередь, можно подразделить на несколько типов: обжимные и заготовочные (блюминги, слябинги, заготовительные сортовые, трубозаготовительные); сортовые (рельсобалочочные, крупно-, средне- и мелкосортные, проволочные); листовые — горячей прокатки (широкополосные, толсто- и тонколистистовые) и холодной прокатки (листовые, ленто-, фольгопрокатные, плющильные); трубопрокатные; специальные (колесо-, шаро-, бандажепрокатные, для зубчатых колес и др.). Обжимные, заготовочные и сортовые прокатные станы характеризуются диаметром рабочих валков, листовые — длиной бочки валков, трубопрокатые — наружным диаметром труб. По числу валков прокатные станы классифицируют на двух-, трех-, четырех-, шести- и многовалковые (в т. ч. планетарные); по числу рабочих клетей на одно-, двухклетевые и т.д.; по расположению клетей на линейные (клети расположены в одну или несколько линий), непрерывные (клети располагаются одна за другой) и полунепрерывные; по направлению вращения рабочих валков на: нереверсивные и реверсивные. Число и расположение рабочих клетей прокатных станов определяется его назначением, требующим числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относят большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. Если в одной рабочей клети не удается расположить необходимое число калибров или требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенны многоклетевые непрерывные станы, в которых металл одновременно прокатывается в нескольких клетях. Непрерывные станы служат для горячей прокатки заготовки, полос, сортового проката, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорость прокатки на станах весьма различна. У обжимных, заготовительных, толстолистовых, крупносортных станов скорость прокатки составляет 2-8 м/с. Наибольшие скорости прокатки характерны для непрерывной прокатки: сортового проката — 10-20 м/с; полосового — 25-35 м/с; проволоки — 50-70 м/с; холодной прокатки жести — около 40 м/с. Заготовительные станы могут быть двух типов в зависимости от исходного металла — слитков, отлитых в изложницах, или непрерывнолитых заготовок. В первом случае заготовительный стан является также обжимным. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных размеров (слябы) и блюминг с установленным за ним собствственно заготовочным непрерывным станом, если требуется прокатные заготовки квадратного или круглого сечения для сортовых, проволочных и трубопрокатных станов. За последней клетью этих станов располагаются летучие ножницы для разрезки заготовки на части требуемой длины или пилы и стеллажи для резки, охлаждения и осмотра заготовки. Заготовительный стан может иметь две непрерывных группы клетей с горизонтальными и вертикальными (для исключения кантовки металла) валками. В этом случае заготовительный стан для выпуска заготовок больших размеров имеет в разрыве между группами клетей летучие ножницы и шлеппер для передачи металла на обводной рольганг. В России заготовительные станы обозначают по диаметру прокатных (шестеренчатых) валков в группах клетей, например — 900/700/500. При использования непрерывнолитой заготовки заготовительные станы устанавливают рядом с МНЛЗ в целях использовования тепла неостывшего металла. Листовые и полосовые станы горячей прокатки предназначены для производства плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываются в рулон) толщиной 1,2-20 мм. Толстолистовые станы состоят из 1-2 двух и четырехвалковых — клетей с длиной бочки валков 2,8-5,5 м, иногда с установленными перед ними дополнительными клетями с вертикальными валками для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосные непрерывные или полунепрерывные станы, состоящие из 10-15 четырехвалковых клетей с длиной бочки валков 1,5-2,5 м и нескольких клетей с вертикальными валками. Весь прокатываемый металл сматывается в 15-50-т рулоны. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых (4-20-мм) листов, которые изготавливаются при разматывании рулонов и их разрезке. Со стороны выхода металла из валков устанавливаются выходные рольганги и большое количество вспомогательного оборудования для обработки и транспортиртировки проката; у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосных станов — моталки для сматывания полос в рулоны, конвейер для транспортировки рулонов и оборудование для разматывания рулонов, их правки и разрезки на листы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > прокатный стан
-
18 отходы
= остаткивідходи, залишки, рештки•- отходы аспирации - отходы бензольного производства - отходы брикетирования - отходы водооборота - отходы вторичного охлаждения - отходы газоочистного хозяйства - отходы гальванизации металла - отходы горного производства - отходы грануляции металла - отходы грануляции чугуна - отходы грануляции шлака - отходы доменного производства - отходы дробления ферросплавов - отходы коксохимического производства - отходы непрерывной разливки стали - отходы оборотного водоснабжения - отходы отстойников - отходы плавки стали - отходы при волочении труб - отходы при выплавке силикомарганца - отходы при выплавке стали - отходы при выплавке ферромарганца - отходы при выплавке ферросилиция - отходы при гальванизации металла - отходы при грануляции металла - отходы при грохочении агломерата - отходы при грохочении ферросплавов - отходы при десульфурации чугуна - отходы при диффузионном покрытии труб - отходы при дроблении агломерата - отходы при дроблении ферросплавов - отходы при дроблении шлаков - отходы при кладке огнеупорных материалов - отходы при кладке огнеупоров - отходы при мокрой газоочистке - отходы при нагреве слитков в колодцах - отходы при обессеривании чугуна - отходы при обжиге доломита - отходы при обжиге извести - отходы при обжиге известняка - отходы при обжиге магнезита - отходы при обжиге огнеупорных материалов - отходы при обжиге огнеупоров - отходы при отделке листов - отходы при оцинковке труб - отходы при очищении стали - отходы при переработке шлаков - отходы при плавке силикомарганца - отходы при плавке стали - отходы при плавке ферромарганца - отходы при плавке ферросилиция - отходы при прокатке кипящей стали - отходы при прокатке листов - отходы при прокатке на блюминге - отходы при прокатке рельсов - отходы при прокатке сортового проката - отходы при прокатке спокойной стали - отходы при прокатке труб - отходы при прокатке трубной заготовки - отходы при прокатке штрипсов - отходы при просеивании доломита - отходы при просеивании магнезитового порошка - отходы при просеивании магнезитовой пудры - отходы при разливке ферросплавов - отходы при размоле огнеупорных материалов - отходы при размоле огнеупоров - отходы при разрушении огнеупорных материалов - отходы при разрушении огнеупоров - отходы при раскислении стали - отходы при рафинировании стали - отходы при резке листов - отходы при резке труб - отходы при резке трубной заготовки - отходы при сепарации шлаков - отходы при сифонной разливке стали - отходы при сухой газоочистке - отходы при травлении труб - отходы при транспортировке агломерата - отходы при холодной прокатке труб - отходы производства электролитического марганца - отходы прокатки сортового проката - отходы просеивания кокса - отходы разливки стали - отходы разрушения огнеупорных материалов - отходы рафинирования стали - отходы с бункеров-дозаторов - отходы с промежуточного ковша - отходы с разливочного ковша - отходы сепарации шлаков - отходы серного производства - отходы спекания агломерата - отходы спекания кокса - отходы сульфатного производства - отходы транспортировки агломерата - отходы транспортировки кокса - отходы тушения кокса - минеральные отходы -
19 печь
печь ж. Aufhauen n; горн. Durchhieb m; Ofen m; Rolloch n; горн. Schwebende n; пищ. backen vt; горн. Überhau m; горн. Überhauen nпечь ж., расположенная ниже уровня пола Unterflurofen mпечь ж. для нагрева слябов мет. Brammen-Nachwärmeofen m; Brammentiefofen m; Brammenvorwärmofen m; мет. Brammenwärmeofen m; Brammenwärmofen mпечь ж. для отжига проволоки мет. Banddurchlaufglühofen m; Banddurchlaufofen m; Bandglühofen m; Drahtglühofen mпечь ж. непрерывного действия мет. Durchlaufofen m; мет. Durchsatzofen m; Durchstoßofen m; Durchziehofen m; Fließofen m; Stoßofen m; Wanderofen m; kontinuierlicher Wärmeofen mпечь ж. низкой частоты Induktionsrinnenofen m; NF-Induktionsofen m; Niederfrequenzinduktionsofen m; Niederfrequenzofen mпечь ж. с горизонтальным пламенем Ofen m mit streichender Flamme; Ofen m mit waagerecht streichender Flammeпечь ж. с перемещающейся зоной обжига Ofen m mit wandernder Brennzone; Ofen m mit wandernder Röstzoneпечь ж. с подвижным подом Durchlaufofen m; Durchsatzofen m; Durchstoßofen m; Durchziehofen m; Fließofen m; Stoßofen m; Wanderofen m; kontinuierlicher Wärmeofen mпечь ж. с постоянной зоной обжига Ofen m mit feststehender Brennzone; Ofen m mit feststehender Röstzoneпечь ж. с шагающим подом Balkenherdofen m; Hubbalkenofen m; Schrittförderofen m; Schrittmacher-Balkenherdofen m; Schrittmacherherdofen m; Schrittmacherofen mпечь ж. сопротивления косвенного нагрева indirekter Elektrowiderstandsofen m; indirekter Widerstandsofen mпечь ж. сопротивления с угольными нагревательными элементами Kohle-Widerstandsofen m; Kohlenstabwiderstandsofen m; Kohlewiderstandsofen m -
20 прессование металлов
прессование металлов
Обработка металлов и сплавов давлением, заключающееся в придании обрабатываемому металлу заданного сплошного или полого профиля выдавливанием заготовки из замкнутого объема (контейнера) через канал в матрице, форма и размеры которого определяют поперечное сечение получаемого изделия. При прессовании в большей части объема металла заготовки возникает неравномерное всестороннее сжатие. Такие условия наиболее благоприятны при обработке малопластичных металлов, а при обработке относительно пластичных — позволяют осуществлять высокую деформацию, недостижимую при других способах обработки давлением. Только прессованием можно получать за один переход длинномерные полуфабрикаты самой сложной конфигурации. Заготовкой для прессования является, как правило, круг, слиток или непрерывно-литая заготовка; реже используют плоскую, предварительно деформированную заготовку или спеченную заготовку из порошка. Прессование характеризуется обычно скоростью прессования (перемещения пресс-штемпеля с пресс-шайбой) и скоростью истечения (выдавливания металла из канала матрицы). Различают следующие виды прессования металлов: с прямым истечением металла (направление выдавливания изделия совпадает с направлением движения пресс-штемпеля), с обратным истечением (истечение металла в матрицу происходит в направлении, противоположном направлению движения пресс-штемпеля), с боковым истечением (истечение металла происходит под прямым углом к направлению движения пресс-штемпеля) и с непрерывным истечением (выдавливание без применения пресс-шайбы, при котором пресс-остаток от предыдущей заготовки выдавливается последующей заготовкой, свариваясь с ней). Для получения труб и полых профилей из А1- и Mg-, а в некоторых случаях Си- и Ti-сплавов используется также прессование со сваркой. Заготовка сплошного сечения под давлением, передаваемым пресс-штемпелем, рассекается гребнем матрицы на два или несколько потоков. Затем эти потоки под действием высокого давления свариваются, охватывая иглу матрицы, выполненную за одно целое с гребнем. Окончательно труба формируется в кольцевом зазоре между матрицей и иглой. Существуют и другие способы прессования металла: труб из сплошной заготовки с предварительной прошивкой ее иглой; сплошных и полых профилей плавно-переменного или ступенчато-переменного сечения; широких ребровых листов (панелей) из плоского (щелевого) контейнера и т.д. Все большее промышленное применение находит также гидростатическое прессование (гидроэкструзия), при котором давление на заготовку в контейнере создается жидкостью высокого давления (0,5-3 ГПа), подаваемого от внешнего источника, или давлением на жидкость уплотняемого пресс-штемпеля.Прессование металлов осуществляют как с предварительным нагревом заготовки и инструмента, так и без нагрева. Прессование производят на горизонтальных гидравлических прессах; реже, в основном при прессовании труб и гидроэкструзии, используют вертикальные гидравлические прессы. Методом прессованием изготавливают очень широкий сортамент сплошных и полых профилей, труб и панелей, в том числе горячим прессованием получают прутки диаметром от 3 до 250 мм, трубы диаметром от 20 до 500 мм (с толщиной стенки 1,5-25 мм) и т.п.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > прессование металлов
См. также в других словарях:
ОБРАБОТКА КОРПУСНОГО МЕТАЛЛА — совокупность произв. процессов по изготовлению деталей корпуса судна из листового и профильного проката. Обработку корпусного металла разделяют на первичную и основную. К первичной обработке корпусного металла относятся правка, очистка от окалины … Морской энциклопедический справочник
Захват металла — [biting] начальная стадия прокатки от начала контакта металла с валками до завершения заполнения металлом очага деформации. 3ахват металла в общем случае выражают соотношением углов захвата α и трения Р, где tgp = ц коэффицент трения между… … Энциклопедический словарь по металлургии
ГОСТ 11701-84: Металлы. Методы испытаний на растяжение тонких листов и лент — Терминология ГОСТ 11701 84: Металлы. Методы испытаний на растяжение тонких листов и лент оригинал документа: Конечная ширина образца b2 Ширина рабочей части образца, равная среднему арифметическому значению измерений ширины, произведенных в… … Словарь-справочник терминов нормативно-технической документации
Воронение металла — Bluing Воронение металла. Обработка свободной поверхности железного сплава воздействием воздуха, пара или других агентов при подходящей температуре, с образованием на поверхности тонкой синей пленки оксидов. Это способствует улучшению внешнего… … Словарь металлургических терминов
слесарные работы — Рис. 1. Разметка. Рис. 1. Разметка: 1 прямоугольная заготовка с обработанной кромкой, принимаемой за базу; 2 нанесение разметочных линий чертилкой. слесарные работы — обработка заготовок и деталей, преимущественно металлических, выполняемая… … Энциклопедия «Жилище»
Оклад иконы — Для термина «Оклад» см. другие значения. Для термина «Риза» см. другие значения. Оклад списка иконы Владимирской Божьей матери. Г … Википедия
Оклад (риза) — Запрос «Оклад» перенаправляется сюда. Cм. также другие значения. У термина «Риза» существуют и другие значения. Оклад иконы типа Владимирской Божьей матери. ГИМ, XVII в. Риза, или оклад (в южных и западных областях России шата, цата[1], греч … Википедия
Риза (икона) — Запрос «Оклад» перенаправляется сюда. Cм. также другие значения. У термина «Риза» существуют и другие значения. Оклад иконы типа Владимирской Божьей матери. ГИМ, XVII в. Риза, или оклад (в южных и западных областях России шата, цата[1], греч … Википедия
Риза (оклад) — Запрос «Оклад» перенаправляется сюда. Cм. также другие значения. У термина «Риза» существуют и другие значения. Оклад иконы типа Владимирской Божьей матери. ГИМ, XVII в. Риза, или оклад (в южных и западных областях России шата, цата[1], греч … Википедия
Прорезная машина* — машина для пробивки дыр или вырезки кружков в жестяных и вообще металлических листах, употребляющаяся обыкновенно в мастерских для строения мостов, котельных и машиностроительных заводах, малой же величины в мастерских разных ремесленников… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Прорезная машина — машина для пробивки дыр или вырезки кружков в жестяных и вообще металлических листах, употребляющаяся обыкновенно в мастерских для строения мостов, котельных и машиностроительных заводах, малой же величины в мастерских разных ремесленников… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона